Статья описывает запуск и особенности новой системы динамического вторичного охлаждения «Динамика-ДСВО», а также разработки по быстрой замене погружных стаканов в металлургическом производстве.
Пуск новой системы “Динамика-ДСВО” на МНЛЗ №2 и №3 ОАО ММК
В кислородно-конвертерном цехе (ККЦ) ОАО “Магнитогорский металлургический комбинат” (ММК) на МНЛЗ № 2 и 3 в апреле 2015 г. пущена новая динамическая система вторичного охлаж- дения “Динамика-ДСВО” для управления расхо- дами хладагентов в зонах вторичного охлажде- ния. Концепция управления расходами хлада- гентов, математическая модель и набор средств для реализации различных стратегий управле- ния вторичным охлаждением разработаны спе- циалистами ПАО “Уралмашзавод”, г. Екатерин- бург. Адаптация к существующей системе верх- него уровня АСУТП МНЛЗ, интерфейс и инстру- мент для реализации динамического управления расходами выполнены специалистами ЗАО “КонсОМ СКС”, г. Магнитогорск. Вся работа по созданию, испытаниям и выводу системы на заданные показатели качества осуществлялась в творческом сотрудничестве с технологическим, техническим и научно-исследовательским персоналом ОАО ММК на площадке ККЦ.
Проблемы прежней системы охлаждения
До пуска новой системы управление вторичным охлаждением осуществлялось с базового уровня АСУТП МНЛЗ пропорционально скорости литья, как показано на рис. 1. Недостатком являлось наличие колебаний температуры на поверхности сляба, что способствовало образованию нитридов и карбонитридов алюминия, ниобия, ванадия и других по границам зерен и образованию очагов микродефектов, инициирующих на участке разгиба под действием растягивающих напряжений на широкой грани со стороны малого радиуса МНЛЗ возникновение макротрещин, снижающих качество слябов по показателю “трещина” и проката по показателю “плена/ остатки трещин НЛС”. Новая система динамического вторичного охлаждения “Динамика- ДСВО” предназначена для стабилизации температуры поверхности слябов при технологических колебаниях скорости литья, минимизации количества охрупчивающих границы зерен нитридов и карбонитридов, что снижает риск трещинообразования.
Принцип работы системы “Динамика-ДСВО”
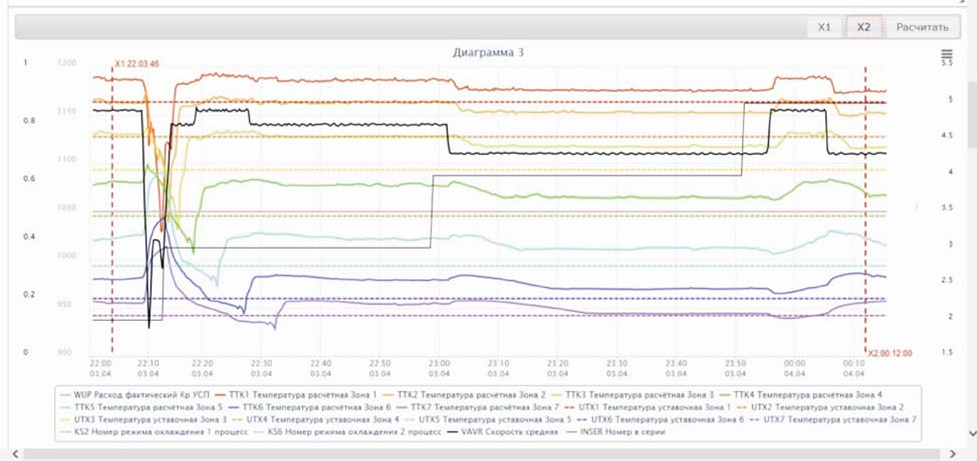
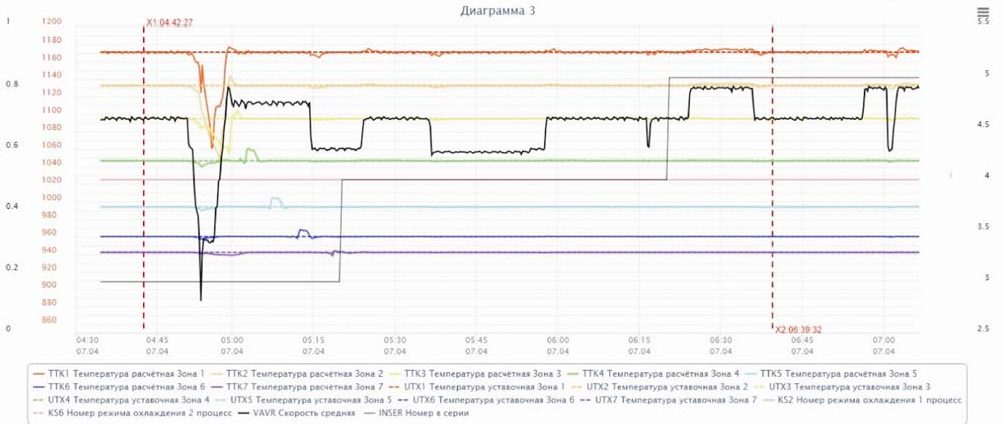
Объектом управления в новой уралмашевской динамической модели управления охлаждения “Динамика-ДСВО” является тепловое со- стояние разливаемого сляба, раскассированного на конечное количество зон управления по длине МНЛЗ. В качестве субъекта управления можно рассмотреть математическое ядро, осуществляющее on-line моделирование процесса охлаждения с учетом нестационарности технологического процесса и совокупность текущих физических параметров работы МНЛЗ (скорость литья, химический состав разливаемой стали, температура металла в промежуточном ковше и т. д.), в соответствии с которыми математическое ядро периодично вырабатывает управляющие воздействия, выраженные в расходах хладагентов по зонам вторичного охлаждения МНЛЗ. По своей сути модель представляет со- бой тепловой вариант теории двухфазной зоны В. Т. Борисова, В. В. Виноградова*1 с учетом особенностей диаграммы системы “железо – углерод”. Для реализации функции управления в систему вводится дополнительная система уравнений ПИД-регуляторов с количеством уравнений, равных числу зон вторичного охлаждения. По разности значений температур в серединах зон с учетом нелинейности процесса охлаждения ПИД-регуляторы генерируют новые значения расхода в каждой зоне охлаждения, минимизирующие отклонение расчетной температуры от уставки. Работу системы “Динамика- ДСВО” можно представить в виде бесконечного ряда расчетных тактов продолжительностью 4– 10 с. Реализация каждого расчетного такта со- стоит из следующих элементов: формируется набор актуальных данных, управляющая про- грамма запускает математическое ядро, результаты расчета записываются в базу данных и по- ступают на верхний уровень управления для передачи заданий на базовый уровень и далее на клапаны, регулирующие расходы воды в зонах вторичного охлаждения. Аналогично с управляющих клапанов информация о реализованных расходах поступает через базовый и верхний уровни в базу данных и математическое ядро. Таким образом, данная система управления является замкнутой объектноориентированной с обратной связью.

Архитектура и компоненты системы
Управление системой осуществляет управляющая оболочка (сервер), которая обменивается данными с сервером уровня 2, запускает математическую модель, поставляя ей входной поток данных и выгружая из нее выходной поток данных, осуществляет связь с системой визуализации, записывает данные в базу данных.
Математическая модель осуществляет математическое моделирование процесса кристаллизации слитка в динамических условиях, выработку управляющих воздействий (задания на расход для управляющих клапанов), а также формирует данные для системы визуализации.
Система визуализации отображает на экране монитора процесс кристаллизации и осуществляет ввод заданий от оператора или технолога. Сервер уровня 2 передает через базовый уровень управляющие воздействия на клапаны. Система диагностики осуществляет контроль за работой системы в реальном масштабе времени.
Все компоненты системы (за исключением сер- вера АСУТП уровня 2 и математической модели) реализованы с использованием программных компонент интеграционного комплекса “ПАРАДИГМА”*2, предназначенного для объединения локальных АСУТП предприятия в единую систему сбора, хранения, обработки и передачи данных. Комплекс представляет собой модульную структуру. Благодаря модулю математико-алгоритмического интерпретатора специализированных технологических расчетов (МАГИСТР) реализована работа математической модели. Cервер обработки данных (СОД), модуль оперативного сопряжения тегов (МОСТ), буфер оперативных данных (БОД), подсистема извлечения и локального отображения тегов (ПИЛОТ) обеспечили непрерывную on-line обработку данных от АСУТП и обратную выдачу заданий.
Конструктор графиков, выполненный по самым последним технологиям, позволяет чрезвычайно удобно конструировать любой графический интерфейс работы с реальными и расчетными данными, что обеспечивает полную визуальную динамику технологических процессов.
Отличия от системы Dynacs
Система “Динамика-ДСВО” в полном смысле динамическая, т. е. реагирует на любые изменения скорости разливки; адекватно отражает процесс охлаждения непрерывного слитка, т. е. управляющие воздействия в динамических и статических режимах не должны приводить к переохлаждению или перегреву слитка; содержит
обширную библиотеку режимов охлаждения, проверенных технологической практикой; восприимчива к изменениям режимов охлаждения, вносимых технологами комбината и направленных на улучшение качества слитка; обладает дружественным интерфейсом, позволяющим максимально полно анализировать процесс разливки, связанный с вторичным охлаждением, как в режиме реального времени, так и по архивным данным. В отличие от подобной системы Dynacs фирмы S-Vai, поддерживающей при любой рабочей скорости одинаковый температурный профиль (определенное заданное изменение температур в центрах зон), в систему заложен набор стратегий управления расходами, включая указанную. Наибольший интерес представляет следующая: профили дифференцированы по режимам (интенсивный, средний, мягкий) и скоростям (чем выше скорость литья, тем выше температурный профиль) и находятся в виде таблиц в библиотеке режимов охлаждения, при этом при выборе стратегии управления, напри- мер, “крейсерская скорость 0,8 м/мин” при любой скорости литья будет отрабатываться температурный профиль, соответствующий скорости литья 0,8 м/мин в таблице температурных уставок библиотеки режимов охлаждения. Выбор стратегии управления “крейсерская скорость” позволяет в рамках одного режима охлаждения легко реализовать несколько мягких подрежимов выбором крейсерской скорости.
Еще одна стратегия “изменяемая крейсерская скорость” позволяет поддерживать температурный профиль, соответствующий среднестатистической за выбранный интервал времени скорости литья.
Стратегия “поддержание положения лунки” позволяет отключением расходов в соответствующих зонах охлаждения стабилизировать окончание кристаллизации в определенном месте, что благоприятно для повышения эффективности мягкого обжатия.
Для приближения температуры поверхности сляба к верхней границе интервала хрупкости при разливке микролегированных трещиночувствительных сталей с охлаждением по мягкому режиму разработан специальный режим, в соответствии с которым отключаются зоны ниже четвертой (пятая–седьмая). Это позволило повысить температуру поверхности сляба в зоне разгиба на 70 °С. Таким образом, технолог может дифференцированно охлаждать стали по мягкому режиму, регулируя число включенных зон и дополнительно варьируя интенсивность охлаждения выбором крейсерской скорости литья.
Такая гибкость регулирования расходов хладагентов позволяет минимизировать колебания температуры поверхности сляба, поддержать оптимальную с точки зрения попадания в интервал хрупкости температуру поверхности и до- биться минимизации количества нитридов и карбонитридов ниобия, ванадия, алюминия и других, охрупчивающих границы зерен, что, в свою очередь, позволяет оптимизировать режим охлаждения, снизить риск образования макротрещин из очагов по границам зерен и получить выигрыш в качестве как непрерывнолитой заготовки по показателю “трещина”, так и по показателю “плена/остатки трещин НЛС” в горячем и холодном прокате.
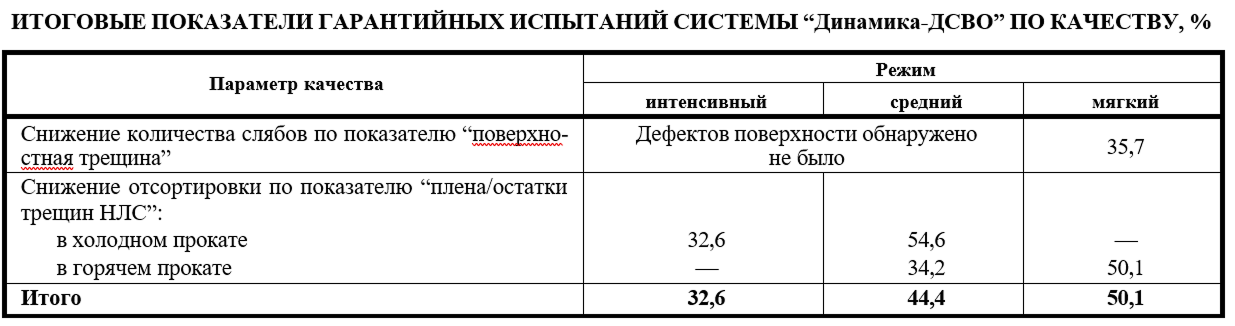
По результатам гарантийных испытаний, которые были проведены на широком марочном сортаменте, включающем сверхнизкоуглеродистые, низкоуглеродистые, перитектические, среднеуглеродистые, а также низколегированные стали, при отливке всех возможных типоразмеров заготовки показали значительное улучшение качества как поверхности отливаемой слябовой заготовки, так и готовой горячекатаной и холоднокатаной продукции. Итоговые показатели гарантийных испытаний системы по качеству приведены в таблице.
Выводы
- На МНЛЗ № 2 и 3 в ККЦ ОАО ММК в апреле 2015 г. пущена система динамического вторичного охлаждения “Динамика-ДСВО”, разработанная ПАО “Уралмашзавод” и ЗАО “КонсОМ СКС”.
- Система “Динамика-ДСВО” в полном смысле динамическая, т. е. реагирует на любые изменения скорости разливки; адекватно отражает процесс охлаждения непрерывного слитка; содержит обширную библиотеку режимов охлаждения, проверенных технологической практикой; восприимчива к изменениям режимов охлаждения, вносимых технологами комбината и направленных на улучшение качества слитка; обладает дружественным интерфейсом, позволяющим максимально полно анализировать процесс разливки, связанный с вторичным охлаждением, как в режиме реального времени, так и по архивным данным.
- В систему заложен набор стратегий управления расходами. Наибольший интерес представляет следующее: профили дифференцированы по режимам и скоростям (чем выше скорость литья, тем выше температурный профиль) и находятся в виде таблиц в библиотеке режимов охлаждения. При выборе стратегии управления “крейсерская скорость” при любой скорости литья будет отрабатываться температурный профиль, соответствующий скорости литья в таблице температурных уставок в библиотеке режимов охлаждения. Выбор стратегии управления “крейсерская скорость” с указанием значения этой скорости (например, 0,8; 0,7 м/мин и т. д.) позволяет в рамках одного режима охлаждения легко реализовать несколько подрежимов разной интенсивности. Выбор стратегии “изменяемая крейсерская скорость” позволяет поддерживать температурный профиль, соответствующий среднестатистической за выбранный интервал времени скорости литья, гибко вписывающийся в диапазон расходов.
- Система визуализации позволяет осуществлять наблюдения в режиме on-line, а также ра- ботать с заархивированными данными, включая статистическую обработку. Это делает систему “Динамика-ДСВО” мощным средством для про- ведения исследований, самостоятельного создания новых режимов охлаждения для осваиваемых сталей или оптимизации существующих.
- Немаловажным достоинством является то, что новая система сделала процесс охлаждения осязаемым. Возможности интерфейса позволяют технологу анализировать количественно взаимосвязь расход – температура – качество и гибко управлять процессом с помощью заложенных настроек, позволяющих легко изменять не только уставки в таблицах режимов, но и стратегию управления.
- Гарантийные испытания системы “Динамика-ДСВО” подтвердили ее эффективность в снижении количества слябов с наружными трещинами и уровня отсортировки по показателю “плена/остатки трещин НЛС”.
Авторы статьи
- Л. В. БУЛАНОВ. ПАО “Уралмашзавод”
- Д. Д. ЧЕРЕМИСИН. ПАО “Уралмашзавод”
- Е. Н. ИШМЕТЬЕВ. ЗАО “КонсОМ СКС”
- Ю. Н. ВОЛЩУКОВ. ЗАО “КонсОМ СКС”
- С. В. ХОМЛЕВ. ЗАО “КонсОМ СКС”
- А. А. КУЛЬЖОВ. ОАО “Магнитогорский металлургический комбинат”
- А. С. КАЗАКОВ. ОАО “Магнитогорский металлургический комбинат”
- В. В. МОШКУНОВ. ОАО “Магнитогорский металлургический комбинат”
БЮЛЛЕТЕНЬ «ЧЕРНАЯ МЕТАЛЛУРГИЯ» • 2 • 2016